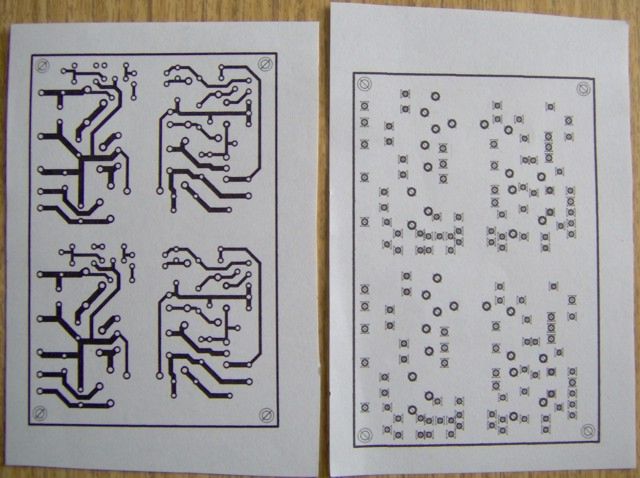
Předlohy pro výrobu DPS
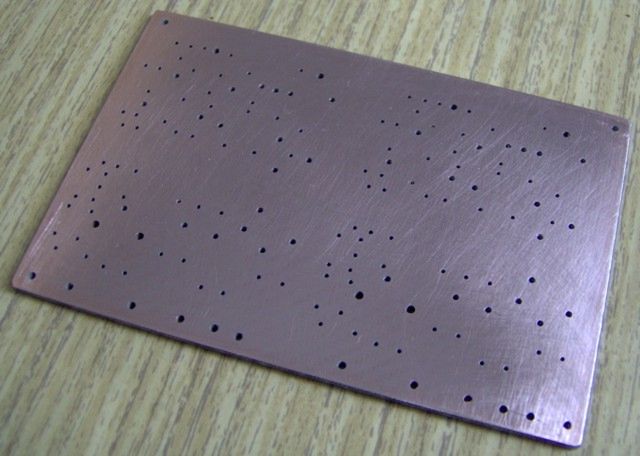
Vyvrtaná deska
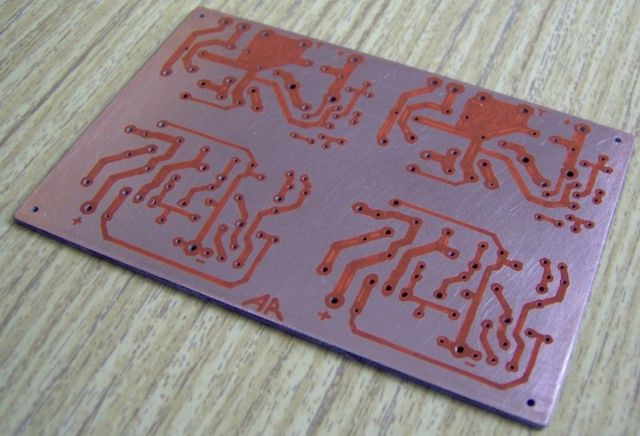
Deska s nakresleným motivem
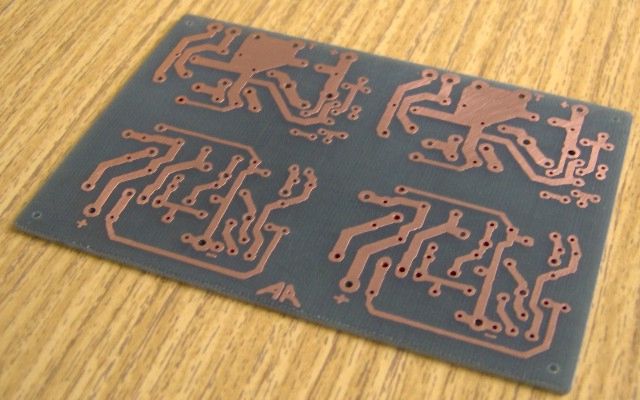
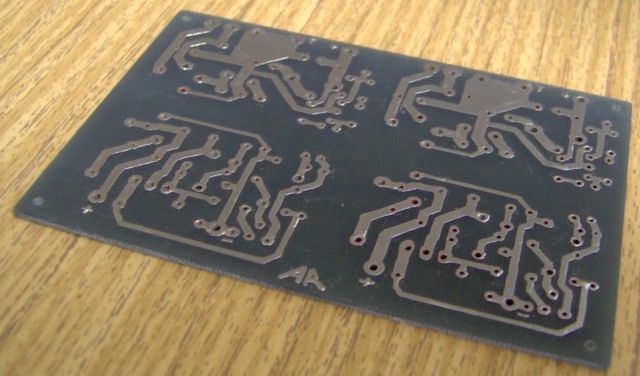
Vyleptaná deska
Pocínovaná deska

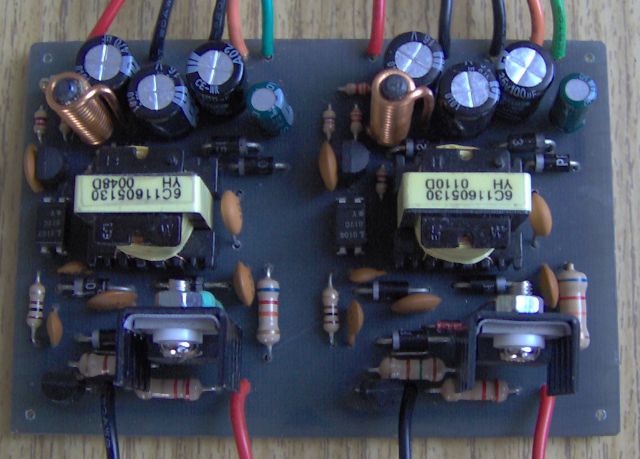
Osazená deska ze strany plošného spoje
Osazená deska
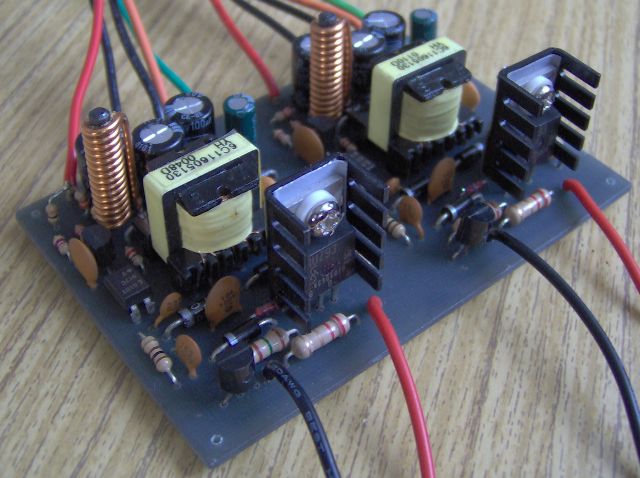
Osazená deska
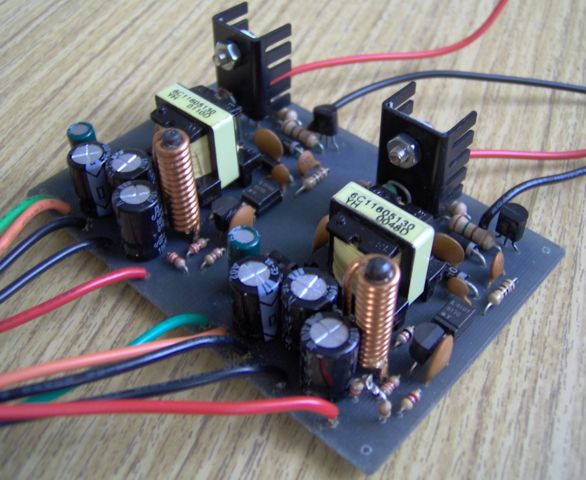
Osazená deska
Při výrobě plošných spojů používám poněkud archaický způsob ručního kreslení motivu na desku. I přes svoji zastaralost a náročnost poskytuje poměrně kvalitní výsledky. Vyžaduje ale velkou dávku pečlivosti, cviku a trpělivosti. Dalo by se to přirovnat k tvorbě uměleckého díla, neboť každá takto vyrobená deska je originálem a nese v sobě rukopis autora. To je možná jeden z důvodů, proč jsem tuto techniku výroby ještě neopustila.
V prvním kroku si z návrhového systému vytisknu v měřítku 1:1 podklady pro výrobu. Jsou to vrtací předpis a obrazec spoje (obrazce v případě oboustranné desky).
Podle podkladů vyříznu z kuprexitu potřebný tvar desky a začistím okraje.
Na desku přenesu z vrtacího předpisu malým ostrým důlčíkem polohu všech děr.
Díry vyvrtám příslušným průměrem vrtáku.
Vyvrtanou desku obrousím a vyleštím tak, aby měď byla hladká, čistá a bez otřepů.
Na očištěnou desku překreslím z předlohy trubičkovým perem motiv plošného spoje. V případě výroby oboustranné desky nakreslím nejprve jednu stranu, nechám desku oschnout (cca 5 min) a poté nakreslím druhou stranu. Používám pero tloušťky (asi) 0.35 mm a nitrocelulózovou barvu na kůži. Tato část výroby je nejnáročnější na přesnost a pečlivost a určuje výslednou kvalitu spoje.
Po nakreslení nechám motiv několik minut oschnout a poté desku vyleptám. K leptání používám roztok HCl + H2O2 + H2O.
Po vyleptání odstraním barvu drátěnkou a pískem na nádobí a desku rychle osuším a natřu kalafunou rozpuštěnou v lihu, aby měď neoxidovala.
Dalším krokem je pocínování spoje. Cínování provádím trafopájkou. Je potřeba udržovat správnou teplotu hrotu, aby se spoj tepelně nepoškodil a neoloupal. Cín nanáším v tenké souvislé vrstvě. Také tento krok vyžaduje dávku pečlivosti a cviku. Cínování desky není nezbytné, ale značně usnadňuje osazování desky zvláště při použití SMD součástek a omezuje korozi spojů.
Z pocínované desky lihem a starým kartáčkem na zuby odstraním zbytky kalafuny a nakonec ji opět natřu čistou kalafunou rozpuštěnou v lihu. Poté co deska uschne, je možno začít osazovat.
K osazování používám většinou mikropájku nastavenou na teplotu 300 ÷ 320 °C. V případě oboustranné desky osazuji jako první propojky mezi vrstvami, pokud se jim nepodařilo při návrhu vyhnout, poté SMD součástky a nakonec ostatní součástky. Pokud použijeme k osazování kvalitní trubičkový cín, který nevyžaduje omývání, není potřeba po osazení desku nikterak ošetřovat. Pokud je ale na desce větší množství přepálené kalafuny je vhodné desku opět omýt a natřít tak jako po cínování.
Na následujících fotografiích je zachycen postup výroby plošného spoje:
|
Předlohy pro výrobu DPS |
Vyvrtaná deska |
Deska s nakresleným motivem |
|
Vyleptaná deska |
Pocínovaná deska |
Osazená deska ze strany plošného spoje |
|
Osazená deska |
Osazená deska |
Osazená deska |
Že lze touto archaickou technologií vyrobit i složitější oboustrannou desku ukazují následující fotografie mikroprocesorové desky s mikrokontrolérem 80C196KD. Postup výroby desky byl shodný s výše uvedeným, s tím rozdílem, že deska není pocínována v celé ploše.
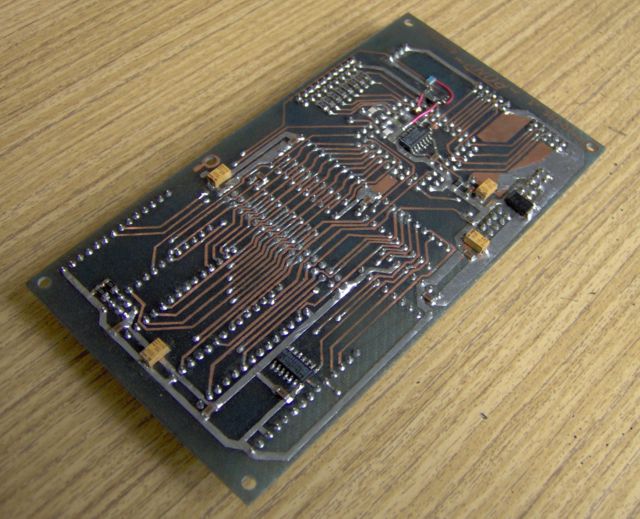 Mikroprocesorová deska ze strany plošného spoje |
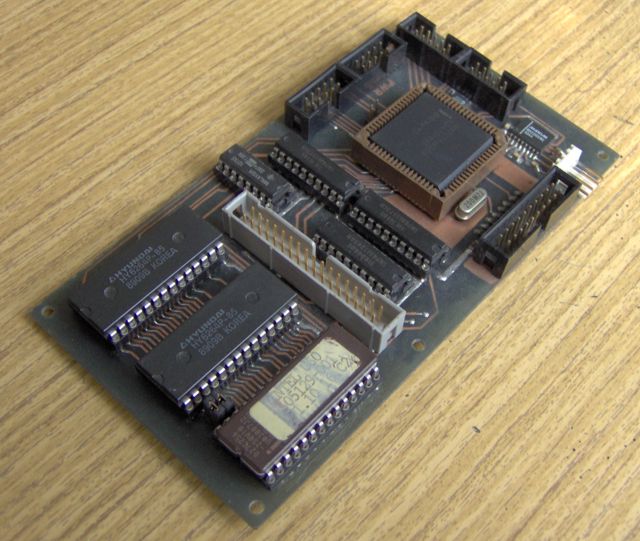 Mikroprocesorová deska ze strany součástek |